7*24小時熱線:0516-85550578
7*24小時熱線:0516-85550578 

產品簡介: 用途用于生產鋁合金錠。鋁錠鑄造機主要結構說明:四輪式連鑄機由上下澆煲,重力調流裝置,結晶輪及傳動裝置,壓緊輪裝置,鋼帶涂油裝置,引橋,漲緊裝置,剔錠裝置,內外側冷卻裝置及鋼···
用途
用于生產鋁合金錠。
鋁錠鑄造機主要結構說明:
四輪式連鑄機由上下澆煲,重力調流裝置,結晶輪及傳動裝置,壓緊輪裝置,鋼帶涂油裝置,引橋,漲緊裝置,剔錠裝置,內外側冷卻裝置及鋼帶等組成。
熔化的鋁液從保溫爐經流槽流入上澆煲,重力控制的浮動塞頭控制流入下澆煲的鋁液流量,鋁液從下澆煲水平澆鑄到由結晶輪和封閉鋼帶所形成的模腔內,結晶輪的截面為H型,四面冷卻保證鑄錠結晶致密且均勻。內外冷卻和側冷卻可方便地從結晶輪中轉出,便于冷卻水調節和設備維護;所有噴嘴均為不銹鋼。設有冷卻水壓力表顯示,鋼帶漲緊為氣動漲緊(可調節)。結晶輪的支承軸上裝有內冷卻裝置,通過壓力為0.2—0.5MPa的冷卻水,冷卻水通過噴嘴射到結晶輪的內表面上,內冷卻共分4區間水冷,外冷卻共分4區間水冷,內外側冷卻各為2個區間,從而使鋁液逐漸冷卻并凝固成為鋁鑄錠。
結晶輪上已凝固了的鑄錠由剔錠器剔出,并沿引橋人工送出,壓緊輪裝置將鋼帶緊壓在結晶輪上,以防鋁金屬液體外泄,導輪裝置用以調整和改變鋼帶的走向。鋼帶的張力可以通過漲緊輪裝置進行調節,以保持一定的張力。為了便于鋁鑄錠脫模,連鑄機還備有鋼帶涂油裝置。由于整個過程都是連續進行的,因此可以得到大長度的鑄錠。
| 設備技術性能參數 | |
| 結晶輪直徑 | Φ2600mm |
| 鑄錠面積 | 105/95×55=5500mm2 |
| 澆鑄速度 | 10-15m/min |
| 結晶輪轉速 | 1.8—2r/min |
| 鑄機電機功率 | 3KW |
| 結晶輪冷卻水水壓 | 0.2-0.5Mpa |
| 冷卻水水量 | 200t/h(內冷80t/h,外冷60t/h,側冷60t/h) |
| 冷卻水水溫 | 15-35℃ |
| 冷卻水要求 | 工業用水 |
| 產能 | 10 — 12T/h |

鑄錠澆鑄機



鋁錠鑄造機

印字輪


碼垛機


成品鋁錠
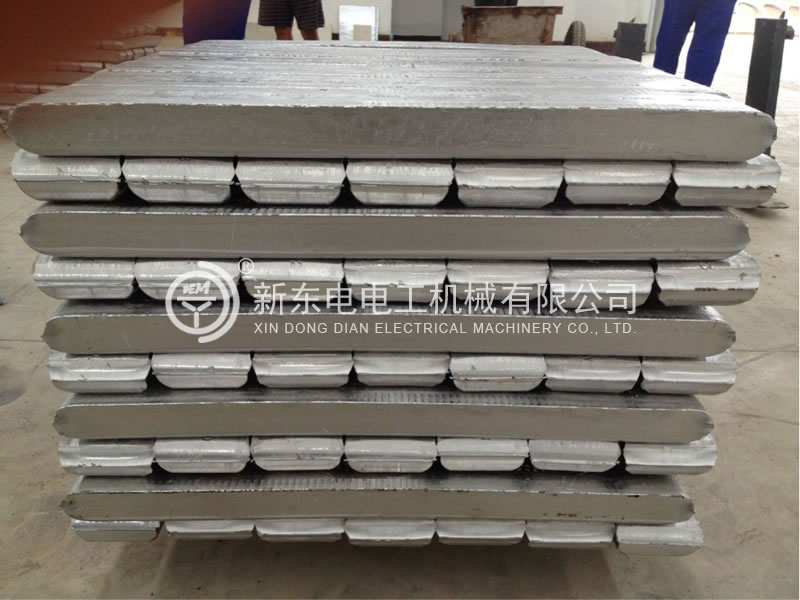
A356.2鋁錠
公司在低氧銅桿連鑄連軋和鋁合金桿連鑄連軋領域已步入****水平,與通用加鋁、包鋁、德國SMS、意大利properzi、美國南線有著長期密切的合作。產品遠銷南非、美國、韓國、葡萄牙、日本、俄羅斯、印尼、印度、泰國、越南、孟加拉、伊朗、沙特、西班牙、阿塞拜疆、土耳其等國家,歡迎國內外業界人士來我公司考察并技術交流。
Copyright ? 2009 - 2026 徐州市新東電電工機械有限公司


 蘇公網安備32030002000222號
蘇公網安備32030002000222號
 售前咨詢
售前咨詢

 官方抖音號
官方抖音號